























Bioreactor scalability is one of the biggest challenges in biotechnology because a process that works well in the lab does not automatically behave the same way at pilot or production scale. Good scale-up depends on keeping the biology stable while engineering conditions inevitably change.
This is why bioreactor scalability is not about making a larger vessel only. It is about maintaining useful process similarity across volumes, so the parameters defined during development remain meaningful as the process grows.
Successful scale-up happens when the process keeps its biological behavior across scales, not when the equipment simply gets bigger.
Why bioreactor scalability matters so much
Scalability matters because the real value of process development appears only when the process can move beyond research. If a culture performs well at 1 or 10 liters but fails at 50, 500 or 2000 liters, the development effort has not yet created an industrial solution.
In practice, good scalability reduces tech-transfer risk, shortens development time and supports more predictable production planning.

A bioreactor platform becomes strategically important when it helps reduce the gap between development and production.
What makes bioreactor scale-up difficult
Scale-up is difficult because transport phenomena do not scale in a simple linear way. Heat transfer, oxygen transfer, mixing time, shear environment and pressure behavior all change as volume increases.
What is easy to supply at small scale can become limiting at larger volume.
Longer mixing distances can create gradients and reduce process homogeneity.
Temperature control becomes more demanding as reactor size and metabolic activity increase.
The hardest part of scale-up is preserving biology while physics keeps changing.
What should be preserved during scale-up
Scale-up is usually about preserving the most meaningful process conditions rather than copying every number exactly. Depending on the process, teams often try to preserve oxygen transfer, power input, shear profile, mixing behavior or another key indicator of biological similarity.
From lab to production, how the bioreactor scale path works
A good scale path usually moves through three main stages: laboratory development, pilot validation and industrial production. Each stage has a different purpose, but all of them should contribute to one connected process route.
| Stage | Main objective | Typical role | Why it matters |
|---|---|---|---|
| Laboratory | Define the process | Screening, early optimization and parameter definition | Creates the first reliable process window |
| Pilot | Validate the transfer | Check scale effects and refine engineering behavior | Reduces risk before manufacturing scale |
| Production | Run the process robustly | Deliver consistent industrial output under controlled conditions | Turns development into real manufacturing |
How teams should evaluate bioreactor scalability
A good scalability evaluation should focus on how the platform behaves across the whole route, not only on maximum volume or a single technical feature.
Check whether the platform keeps a reasonable transfer strategy across scales.
Check whether the control philosophy stays familiar from development to production.
Check whether the system supports the real process, not only a theoretical scale range.
Strong scalability is usually the result of platform design, not a lucky outcome of one successful transfer.
How TECNIC fits this scalability workflow
TECNIC fits this topic directly because its bioreactor range is structured as a full scale path from eLAB to ePILOT and ePROD. The current scalability page presents this as a unified platform intended to preserve process logic from 0.5 L up to production scale. [oai_citation:0‡TECNIC Bioprocess Solutions](https://www.tecnic.eu/bioreactor-scalability/?utm_source=chatgpt.com)
eLAB essential
Relevant for early screening, research and first process definition at small scale.
eLAB Advanced
Relevant when the process needs more modularity, stronger control and more advanced development work.
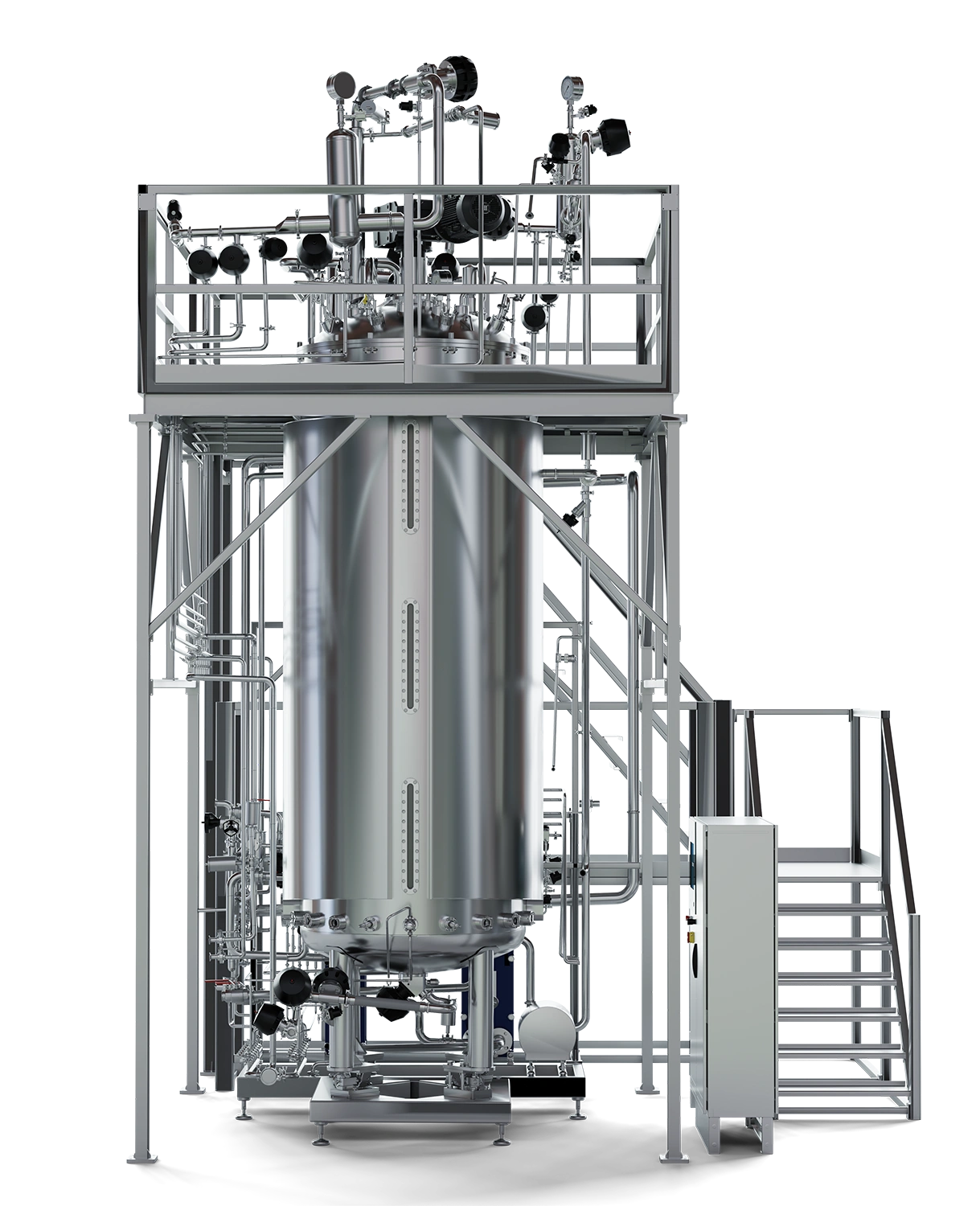
ePILOT Bioreactor
Relevant when the process needs a true pilot bridge between laboratory optimization and industrial transfer.
ePROD Bioreactor
Relevant for large-scale production where process robustness and controlled industrial performance become essential.
This article works best when scalability is presented as a platform question, not only as a vessel-size question.
Frequently asked questions
What is bioreactor scalability?
It is the ability to transfer a bioprocess from one scale to another while preserving meaningful biological and process performance.
Why is bioreactor scale-up difficult?
Because mixing, oxygen transfer, heat transfer and shear conditions change as reactor volume increases.
Does scale-up mean copying the same settings at larger volume?
No. It usually means preserving the most relevant process conditions rather than copying every number exactly.
Why is pilot scale important?
Because it helps validate whether the process remains robust before moving to industrial production.
What should teams look for in a scalable bioreactor platform?
They should look for transfer continuity, control consistency, appropriate engineering behavior and a clear path from lab to production.
Planning a bioreactor scale-up path from lab to production?
Explore TECNIC’s bioreactor range or speak with our team to review the right platform for predictable scale-up.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}